
Did you know that the average cost of a single food recall in the US reaches $10 million in direct costs excluding related expenses like unrealized sales and brand damage?
Even minor microbial failures can result in unsaleable inventory and costly operational disruptions. For facility managers, the challenge extends beyond compliance. It directly impacts throughput, profitability, and waste volumes leaving the plant.
This is where chlorine dioxide in food processing has gained traction. As a targeted sanitation solution, it supports both microbial control and waste reduction at the source.
In this guide, we break down how ClO2 sanitation programs help reduce spoilage, minimize rejections, and lower recall exposure.
Key Takeaways
- Chlorine dioxide (ClO₂) is a pH-independent, broad-spectrum sanitizer that outperforms chlorine, peracetic acid, and hydrogen peroxide at a fraction of the required concentration.
- Not all ClO₂ products are equal: ultra-pure ClO₂ delivers verified, neutral-pH disinfection with no harmful byproducts, while stabilized “chlorine dioxide” products are largely sodium chlorite solutions with inconsistent performance.
- ClO₂ holds one of the most comprehensive regulatory portfolios in food processing sanitation, covering FDA, USDA, EPA, NSF/ANSI, and OMRI organic certification simultaneously.
- Real-world data from food processing facilities shows log reductions of 2.14–5.24 on food contact surfaces and a reduction in bacterial count from 38 million to 120,000 CFU in a grocery meat and seafood case — with measurable product loss savings.
What is Chlorine Dioxide and Why Food Processing Plants Choose ClO2
ClO2 (chlorine dioxide) is a yellow-green gas that, when dissolved in water, becomes one of the most powerful antimicrobial agents available to food processors today. Unlike traditional chlorine-based sanitizers, ClO₂ is not actually a chlorine compound in any functional sense — it behaves as a dissolved gas in solution, disinfecting through targeted oxidation rather than hydrolysis.
But what is chlorine dioxide used for? It is effective against the full spectrum of microbial threats food processors face: bacteria, viruses, fungi, spores, and biofilms. And it does all of this while leaving behind no harmful chlorinated residues, no off-flavors, and no lasting damage to food processing equipment.
Chemical Properties That Make ClO2 Superior
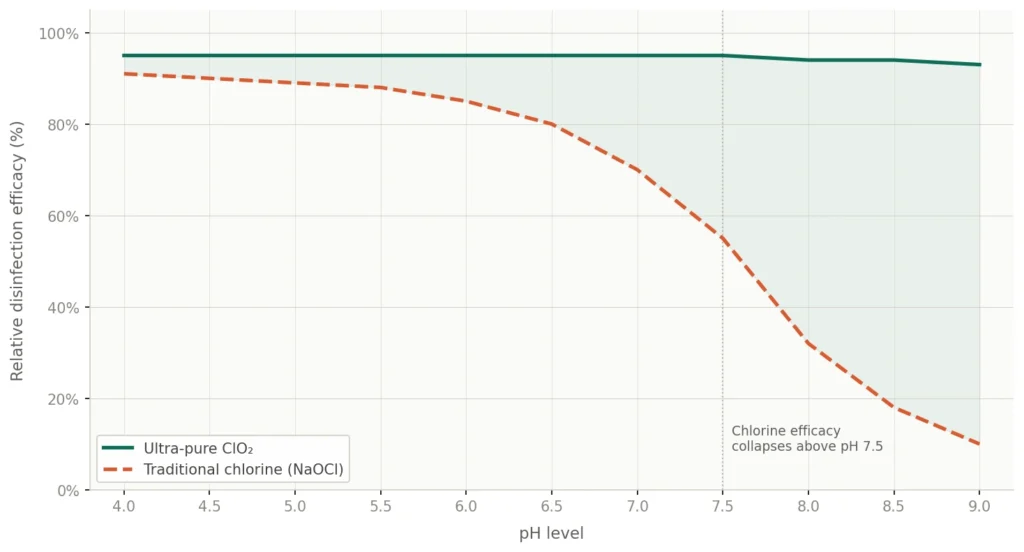
Traditional chlorine’s effectiveness collapses above pH 7.5, where it converts to weak hypochlorite ions rather than the biocidally active hypochlorous acid. To compensate, food processors routinely overdose by 3–4 times. The result is more chemical, more cost, more corrosion, and more harmful byproduct risk.
ClO₂ sidesteps this entirely. Because it remains a dissolved gas in solution rather than ionizing, its disinfection efficacy is 100% pH-independent — the same performance whether your wash water runs at pH 4 or pH 9.
The oxidation capacity advantage reinforces this. Ozone, hydrogen peroxide, and sodium hypochlorite all operate at 2e⁻ of oxidation capacity. Ultra-pure ClO2 delivers 5e⁻ — meaning it strips more electrons from pathogen cell walls and eliminates more threats per unit of chemical applied.
On the other hand, competing chemistries require 380–68,000 ppm for equivalent results.
Additional advantages include:
- Non-residual and gentle on surfaces
- No gloves or respirators required at working concentrations
- On-site generation with water, no complex mixing
- 5-log microbial reduction across bacteria, viruses, and mold
- Multi-use solution across departments
- Breaks down into salt and oxygen, supporting sustainability goals
Ultra-Pure vs. Stabilized Chlorine Dioxide
Not all products sold as “chlorine dioxide” actually are. This distinction matters enormously for food processors evaluating ClO₂ options.
Stabilized chlorine dioxide — sometimes called “dirty” ClO₂ — is not a true ClO₂ product. These formulations are buffered sodium chlorite (NaClO₂) solutions requiring acid activation to generate any ClO₂ at all. The resulting solution is highly acidic, produces minimal actual ClO₂ relative to residual byproducts and reactants, and creates significant compatibility problems with common food-grade materials, rubber seals, and equipment gaskets. Testing may register sodium chlorite rather than actual ClO₂ — meaning compliance verification under FDA Method 4500-ClO₂ E can fail.
Ultra-pure ClO₂ produces genuine ClO₂ gas dissolved in water — no acid carriers, stabilizers, or harmful chlorite or chlorate byproducts. The result is a neutral-pH, independently verifiable solution that is fully compatible with processing infrastructure, ensuring better food safety compliance and more predictable sanitation outcomes.
FDA Approval and Regulatory Compliance
ClO₂ holds one of the most comprehensive regulatory portfolios of any food processing sanitizer available.
At the federal level, 21 CFR §173.300 is the foundational FDA authorization, permitting ClO₂ as an antimicrobial agent in poultry processing water and fruit/vegetable wash water at a maximum of 3 ppm residual, with a purity requirement of at least 90% ClO₂ by weight. Food Contact Notifications expand approved applications significantly:
- FCN 645 (poultry)
- FCN 1578 (red meat, seafood)
- FCN 1764 (fumigation)
- FCN 1804 (raw agricultural commodities including fruits and vegetables)
For USDA-inspected facilities, FSIS Directive 7120.1 and its Table 2 govern ClO₂ use in meat, poultry, and egg product operations.
Beyond FDA and USDA, the credentials include EPA registration (No. 74986-1), NSF/ANSI Standards 60 & 61 for potable water, and OMRI organic certification — making ClO₂ one of the only high-performance sanitizers simultaneously cleared for conventional and certified organic operations. No other common food processing sanitizer matches this breadth of multi-framework approval.
Comparison: Ultra-Pure ClO₂ vs. Stabilized ClO₂ vs. Traditional Sanitizers
| Property | Ultra-Pure ClO₂ | Stabilized ClO₂ | Traditional Chlorine (NaOCl) | Peracetic Acid (PAA) |
|---|---|---|---|---|
| Active compound | True ClO₂ gas in solution | Sodium chlorite (NaClO₂) | Hypochlorite / hypochlorous acid | Peracetic acid + H₂O₂ + acetic acid |
| pH | Neutral (6–8) | Highly acidic after activation | Variable; efficacy drops above pH 7.5 | Highly acidic (2–3.5) |
| Effective concentration | 5 ppm | High; variable and unverified | 380+ ppm equivalent | 400–450 ppm |
| Oxidation capacity | 5e⁻ | Low (primarily NaClO₂) | 2e⁻ | 2e⁻ |
| pH independence | Full efficacy across all pH | Limited | No; drops above pH 7.5 | Partially |
| Harmful byproducts | None (chloride, water) | Chlorite/chlorate residuals, THMs possible | THMs, HAAs | Acetic acid residuals |
| Biofilm penetration | Yes — documented | Limited | Limited | No |
| Material compatibility | High — neutral pH | Low — acidic, corrosive | Moderate — bleaching/corrosion | Low — corrosive to skin and equipment |
| Rinse required after use | No (food-contact surfaces) | Yes | Yes | Yes |
| Concentration verification | Verified by independent method (4500-ClO₂ E) | Unreliable — may measure NaClO₂ | Standard test kits | Difficult to test accurately |
| Approved for potable water | Yes (NSF/ANSI 60 & 61) | No | Yes (at limits) | No |
| OMRI organic certified | Yes | No | No | No |
| Odor impact | Minimal | Acidic/chemical | Strong chlorine odor | Sharp, pungent (vinegar-like) |
Applications of Chlorine Dioxide in Food Processing Plants
From the processing floor to the cold chain, ClO₂ addresses the full range of contamination risk points that food processing plants contend with daily. Here are three core application areas where ClO₂ delivers the most measurable impact in real production environments.
Surface Sanitization and Equipment Cleaning
Every high-contact surface in a food processing plant is a potential pathogen reservoir — conveyor belts, cutting tables, grinders, slicers, drain channels, and packaging lines included. ClO₂ is applied to these surfaces as a direct spray or foam at 5–10 ppm with contact times of 1–5 minutes, and its neutral pH makes it compatible with stainless steel, rubber, and food-grade plastics without the corrosion risk of chlorine or the hazard profile of PAA.
ClO₂’s biofilm penetration capability adds a further advantage: it disrupts the polysaccharide-protected microbial colonies that form on wet processing surfaces between production cycles — the most persistent contamination risk in any food processing plant.
Internal efficacy data from Selective Micro Technologies showcased the following log reductions across active food processing facility surfaces:
| Surface | Log Reduction |
|---|---|
| Chopper | 2.14 log |
| Drain | 3.80 log |
| Sink wall | 4.40 log |
| Spinner | 5.24 log |
Water Treatment and CIP Systems
If left untreated, recirculated process water becomes a pathogen reservoir. ClO₂ addresses this in two modes:
- Wash water treatment applies ClO₂ directly to water used for rinsing and washing product, per FDA approvals: up to 3 ppm residual for poultry and produce wash water, with FCN extensions covering red meat, seafood, and raw agricultural commodities. The result is wash water that actively reduces pathogen load rather than diluting it.
- CIP integration introduces ClO₂ at 1–50 ppm into closed processing lines — tanks, pipelines, and heat exchangers — following the detergent wash step. Research on ClO₂ in dairy process pipe biofilms also confirms it reaches microbial communities inside process pipework where CIP failure carries the greatest food safety consequence. It also decomposes into harmless byproducts, leaving no residuals that could affect product quality or flavor.
Cold Chain and Refrigerated Transport Disinfection
Temperature control slows down spoilage, but it does not eliminate the microbial load already present on refrigerated container surfaces, condensation cups, wall vents, and ducts between loads. These perpetually wet, often untreated surfaces carry some of the highest contamination burdens in food distribution.
ClO₂ treats them through:
- Liquid spray (5–20 ppm for routine turnaround sanitation)
- Gas-phase adomister application, which distributes ClO₂ gas through the enclosed container space to reach vents, seams, and cavities that spray cannot penetrate
Case study: An industry operational study tested pre and post swabs across three commercial refrigerated containers identified with Shewanella spp., Staphylococcus spp., Micrococcus spp., and Penicillium. Results: 99% bacteria reduction in condensation cups; zero microbes detected in wall vents post-treatment — consistent performance across all three containers in real distribution conditions.
Implementation Guide: ClO2 Generation and Dosing Systems
Getting chlorine dioxide disinfection right in a food processing plant comes down to two things: generating the purest possible ClO₂ and delivering it to the right points at the right concentrations.
Let’s take a closer look:
On-Site Generation vs Pre-Made Solutions
Traditional chlorine dioxide generation has meant large, fixed on-site generators requiring chemical precursors, specialist maintenance, and significant capital investment — or bulk liquid ClO₂ solutions that are expensive to ship, hazardous to store, and degrade over time.
Pre-made solutions change this equation. Each unit ships and stores in dry format with a shelf life of up to two years, eliminating the cold-chain storage and bulk hazmat logistics that liquid ClO₂ demands. Activation is simple: place the sachet in water in a sealed, dark container and generate for 2 hours. No additional chemicals, no mixing, no specialist equipment required.
Dosing Equipment and Monitoring Systems
One of the practical advantages of ClO2 as a food processing technology is its compatibility with equipment that sanitation teams already have on hand — no proprietary dispensing infrastructure required.
Application equipment options:
- Spray bottles (spot treatment, food-contact surfaces)
- Pump and backpack sprayers (wide-area surface sanitization)
- Mop buckets (floor sanitation)
- Automated dosing pumps with inline injection (CIP and wash water systems)
- Gas-phase equipment (enclosed spaces, refrigerated containers)
Concentration monitoring is handled with ClO₂ test strips which let staff confirm working concentration easily before application and re-check solution strength during use.
Staff training for routine ClO₂ application is straightforward: concentration preparation, test strip verification, contact time compliance, and equipment-specific PPE requirements. No specialist certification is required for standard aqueous applications.
Implementation timeline — typical facility onboarding:
| Phase | Activity | Timeframe |
|---|---|---|
| 1. Assessment | Audit current sanitizer use points, volumes, and spend by application type | Week 1–2 |
| 2. Product selection | Match the ClO₂ unit size to application volumes; identify CIP integration requirements | Week 2–3 |
| 3. Trial run | Apply across 2–3 application points; verify concentration with test strips; document log reduction | Week 3–5 |
| 4. Staff training | Preparation, dilution protocol, concentration monitoring, PPE requirements | Week 4–5 |
| 5. Full rollout | Expand to all application points; integrate into HACCP and sanitation schedule | Week 6+ |
Measuring Results: Spoilage Reduction and Quality Improvements
The case for ClO₂ in the food manufacturing process ultimately comes down to documented outcomes — not chemistry theory. The data sets below draw from proprietary SMT trials and real grocery operations:
Shelf Life Extension: Proprietary Trial Data
SMT Strawberry Lab Report, February 2017 — 40°F, 22-day observation
| Day | Treated (ClO₂) | Control (Untreated) |
|---|---|---|
| Day 1 | Fresh, firm, no mold | Fresh, firm, no mold |
| Day 5 | Firm, color retained, no mold | Minor softening begins |
| Day 12 | Good color, minimal softening, no mold | Visible mold; significant softening |
| Day 16 | Acceptable quality | Majority unsaleable; heavy mold |
| Day 21 | Still marketable | Fully degraded |
Treated strawberries remained saleable through Day 21. The control group was unsaleable by Day 16 — a five-day difference under identical storage conditions.
Two additional proprietary trials support the shelf-life case:
- The Homeland Supermarkets leafy green misting trial recorded a measurable reduction in display shrink following in-store ClO₂ misting — a direct operational outcome for retailers focused on reducing waste in manufacturing.
- The Gibraltar Labs lettuce study documented significant reductions in surface microbial counts and sustained visual quality in ClO₂-treated lettuce vs. untreated controls.
Recall Prevention and Risk Mitigation
Sanitation performance can significantly reduce recalls related to the food manufacturing process.
The microbial reduction gap between water wash and ClO₂ makes the case plainly: standard water wash achieves a 0.86 log reduction (89.19%); ClO₂ wash water reaches 3.19 log (99.99%). On food contact surfaces, log reductions of 2.14–5.24 are documented across active processing equipment.
An SMT study implementing ultra-pure ClO2 solution saw bacterial counts drop from 38 million to 120,000 CFU — recovering an estimated $50–$100 per week in product that would otherwise be discarded. Annualized across even a modest store network, that is a measurable return from a single department.
This results in compounding risk reduction across the downstream supply chain — and a meaningful step toward food recall prevention.
Integration with Waste Management Programs
Better sanitation does not eliminate waste, but it reduces the volume of it and changes its character. Here’s how ClO₂ sanitation directly affects the waste streams food processors generate.
Reducing Rejected Products and Waste Streams
Inadequate sanitation drives product rejection, accelerated spoilage, and downstream disposal costs that pile up quietly across every production day.
Consider this: if ClO2 sanitation can translate to $50–$100 per week in recovered products, it begins to function as a waste reduction program in its own right.
For the organic waste that remains — unsaleable packaged goods, spoiled produce, off-spec product — Shapiro provides the downstream infrastructure that complements what ClO₂ does upstream. As part of a comprehensive waste management program, Shapiro manages the collection, diversion, and reuse of the food waste that even well-run sanitation programs cannot eliminate, keeping it out of landfills and converting it into recoverable value.
Sustainable Operations and Environmental Benefits
ClO₂’s environmental profile is one of its least-discussed advantages — and increasingly relevant as food processors face ESG reporting requirements and sustainability commitments.
At working concentrations, ultra-pure ClO₂ breaks down into salt and oxygen. It does not form trihalomethanes (THMs) or haloacetic acids (HAAs), two regulated chlorination byproducts that chlorine-based sanitation programs generate by design.
The dry-format micro-reactor system reduces shipping emissions compared to bulk liquid ClO₂ transport. Additionally, facilities adopting ClO₂ programs may also be eligible for carbon credits based on reduced chemical transport and lower chemical load overall.
From a certification standpoint, ultra-pure ClO2 carry OMRI organic listing, NSF/ANSI 60 & 61 certification for potable water, and EPA registration in the lowest toxicity categories.
Building a Cleaner, Leaner Food Processing Operation
Chlorine dioxide disinfection reduces contamination at the source — but even well-run sanitation programs generate organic waste that needs to go somewhere.
With over 30 years of experience managing food and beverage waste streams, Shapiro helps processing facilities handle what remains: unsaleable product, off-spec inventory, and spoiled goods — diverted from landfills through responsible recycling and beneficial reuse.
Explore our food waste recycling services or contact us today to build a program that works end to end.
FAQs
Yes – when it is used correctly, chlorine dioxide is a safe and effective option for food contact surfaces in food processing environments. The source copy positions ultra-pure ClO₂ as compatible with stainless steel, rubber, and food-grade plastics, and notes that for certain food-contact applications, it does not require a rinse, while FDA-authorized uses still need to stay within approved residual limits.
Chlorine dioxide can reduce total sanitation costs because it works at much lower concentrations than many traditional chemistries and helps cut overdosing, corrosion risk, and product loss. Upfront costs depend on whether a facility uses on-site generation or pre-made solutions, but the operational upside comes from lower chemical demand, simpler handling, and fewer spoilage-related losses over time.
Most teams do not need highly specialized certification for standard aqueous chlorine dioxide use. In practice, staff need training on solution preparation, test strip verification, contact times, application methods, and any PPE required for the specific equipment or use point.
Chlorine dioxide is a strong option for biofilm control because it can penetrate the protective structure that allows microbial colonies to survive on wet surfaces and inside equipment. The draft also supports its use in CIP systems and process pipework, making it especially relevant where hidden contamination can create repeat sanitation failures.
Facilities typically monitor chlorine dioxide by verifying working-strength solutions before and during use, most often with ClO₂ test strips. The right concentration depends on the application, with the draft citing examples such as 5–10 ppm for many surface applications, 5–20 ppm for refrigerated transport sanitation, 1–50 ppm for certain CIP uses, and lower FDA-limited residuals for approved wash water applications.
our expert

Peter W. Klaich Director, Agriculture/Animal Health
Peter Klaich is a leading expert within the agricultural recycling and animal health market arena, known for leading National Sales at Skip Shapiro Enterprises since June 2016. He focuses on advancing sustainable recycling solutions and waste management practices across the agricultural industry.


